品質確認試験検査 menu
 品質確認試験検査 menu
品質確認試験検査 menu
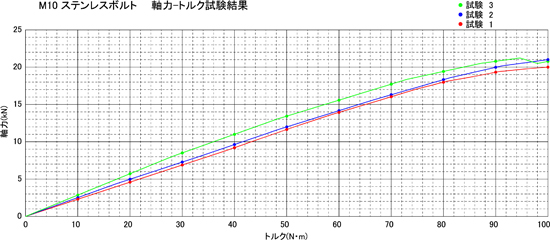
ボルト軸力・トルク管理
ボルト軸力を締付けトルク値に換算し、
ねじ構造の締結における現状の確認と最適化をおこないます
締結時に重要となるねじの軸力(ねじの軸方向にかかる力)を管理するため、トルクの適正値による代用値の管理で適切な締付けをおこなっています。ねじ構造において軸力の強弱は、緩みや被締結部材の破壊を誘発する原因になります。また、ねじの塑性伸びから、結果的に緩みを引き起こすことにもつながりかねません。構造物の新設、維持管理に際しては、ねじ構造の締付けを見直すことが重要です。
トルク管理について
締付けトルクの検査方法として、トルク法、回転角法、トルク勾配法などがありますが、測定方法の違いによって、算出する精度や測定時間に多少の差異が生じます。試験対象のボルト径や、実施対象数の多少によって最適な方法で実施することで、トルク値の管理としています。トルク法によるボルト締付け管理は、特殊な締付け用具を必要としません。作業性に優れた簡単な管理方法ではありますが、条件次第で大きくばらつきが生 じることもあり、トルク係数値の設定によって大きく変化するものです。算定式中トルク係数以外はほぼ定数で、トルク係数設定によっては締付けトルク値が 大きく変化します。
検査の流れ
現場状況を確認したうえで試験の実施をし、その結果に基づき締付けトルクを設定いたします。
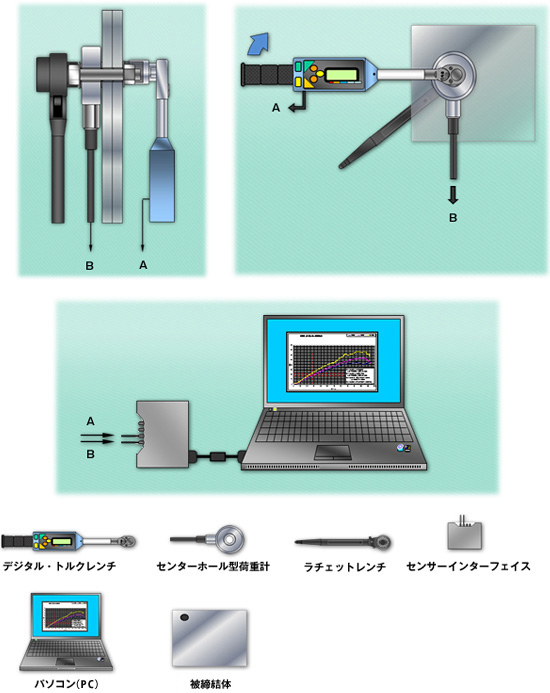
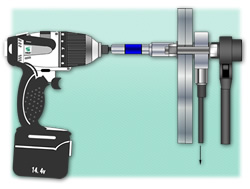
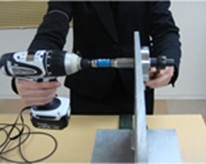
試験例と使用機器
デジタルトルクレンチを用いて締付けるとともに、センターホール型荷重計でかかる生じる軸力の把握をおこないます。その数値をセンサーインターフェイスを介し、PCのモニター上で確認および管理をおこない、適正値によるボルトの締付けとします。
目標締付け軸力と目標締付けトルクの設定
推進軸力・トルク値の設定は、初動段階で定めます。
現場締め付け工具の選択・管理
軸力の目標値や締付けトルク値を定めた後、適切なインパクト工具を選定し、締付け作業を実施します。軸力の最適化を基準点に据えているため、締付けトルクのバラつきを発生させないよう、工具の校正は日常的に実施しています。
試験事例


「ボルト軸力・トルク管理」を見た人に
おすすめのコンテンツ
- プロテスター
TRシリーズ
アンカー引張強度確認試験機小型・軽量設計で扱いやすい
- プロテスター
TI-20
小柄軽量設計で、操作性が高いシリンダー型試験機
- プロテスター
TI-80
大型径対応、小型軽量油圧式アンカー引張強度試験機
品質確認試験検査一覧
品質確認試験検査


-

せん断試験機使用手順
閉じる
